Control Plan控制计划清单样本Word下载.docx
《Control Plan控制计划清单样本Word下载.docx》由会员分享,可在线阅读,更多相关《Control Plan控制计划清单样本Word下载.docx(30页珍藏版)》请在冰点文库上搜索。
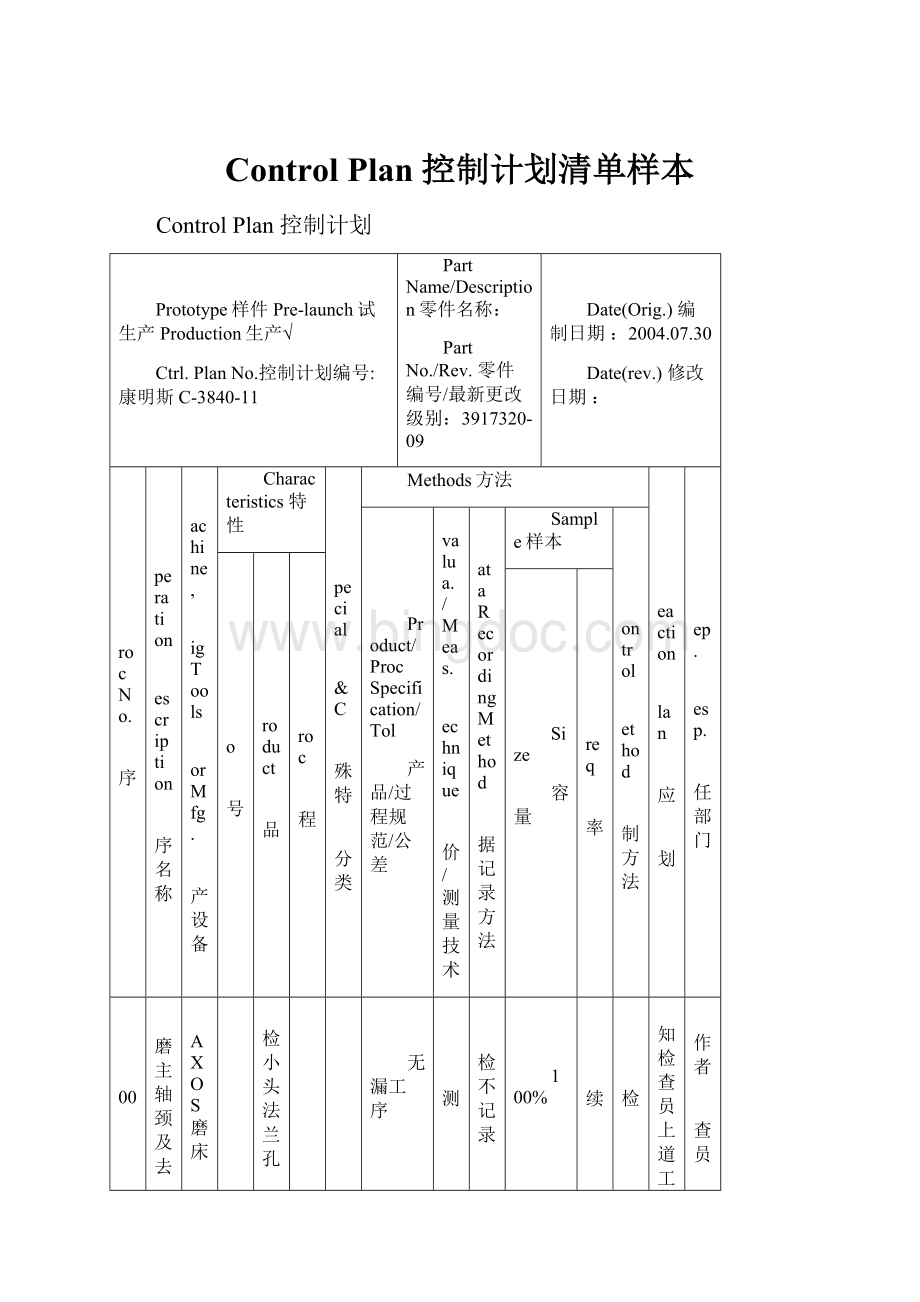
Special
C&
C
特殊特
性分类
Methods方法
Reaction
Plan
反应
计划
Dep.
Resp.
责任部门
Product/ProcSpecification/Tol
产品/过程规范/公差
Evalua./Meas.
Technique
评价/测量技术
DataRecordingMethod
数据记录方法
Sample样本
Control
Method
控制方法
No
编号
Product
产品
Proc
过程
Size
容量
Freq
频率
300
精磨主轴颈及去毛刺
NAXOS磨床
RM500×
1000
※
互检小头法兰孔
无漏工序
目测
互检不记录
100%
连续
互检
通知检查员上道工序操作者
操作者
检查员
1
4主档距
◐
43
塞规
首检记录
首件
首检
调整砂轮修整参数/标识隔离/当班全检
调胎工
自检记录
1支
每5支
自检
巡检记录
2支/次
每班3次
巡检
2
其余主轴档距
43±
0.076
3
圆角
R4.2±
0.2
R规
轮廓仪
专检记录
2个R
每次换砂轮
专检
4
圆度
0.0064
ADCOLE量仪
调整中心架/标识隔离
1支/次
每班2次
带表卡规0.001
5
直线度
0.0064
6
主轴轴颈尺寸
φ98±
0.013
热状态测量按(φ98
)
调整补偿值/标识隔离
X-R图
5支/次
每班1次
7
主轴跳动
φ0.1
平台/V型铁/百分表0.01
调整中心架/做标识挂标签/当班全检
每10支
定检记录
每天2次
定检
8
对相邻轴颈跳动
0.051
相邻轴颈跳动检具
康明斯C曲轴
300
9
轴向尺寸
137±
0.25
274±
411±
轴向尺寸在线测台0.01
调整加工参数或分档器/标识隔离/当班全检
10
轴颈锥度
调整头尾架/标识隔离
11
轴颈粗糙度
Ra0.63
粗糙度对比块
首检不记录
调整砂轮修整参数/标识隔离
自检不记录
巡检不记录
12
圆角及侧面粗糙度
Ra0.8
Ra1.6
13
砂轮修磨
每加工350个轴颈修整一次(有烧伤立即修)
调整砂轮修整修整参数
14
磨削方向
从小头看按逆时针方向旋转
通知调胎工和质量段长
15
磨削裂纹
无磨削裂纹
探伤
探伤不记录
重新修整砂轮/标识隔离
注意事项:
1.加工前清理工件两端中心孔内的污物,并观察中心孔内是否有拉伤;
2.鸡心夹要上紧,防止驱动打滑;
3.加工时目测两侧磨削火花是否均匀,不均匀退出砂轮,手动调整;
4.每加工完1支工件观察中心架是否拉伤轴颈,有拉伤现象立即通知调胎工;
5.测量时要清理好测台上的V型铁,防止拉伤轴颈。
300A
43
0.20
圆度、直线度
调整中心架/做标识挂标签/当班全检/当班全检
每加工一个轴颈修整一次
切削液
(定型号)浓度为3.5-4.5%
拆光仪
1次
每班
调整浓度
16
Prototype样件Pre-launch试生产Production生产√
310
精磨连杆颈及去毛刺
PQS680×
1250
互检大头法兰孔
档距
46±
0.05
连杆轴颈尺寸
φ76±
热状态测量按(φ76
67±
70±
204±
207±
341±
344±
轴向在线测量台/0.01
卡规
平行度
0.03
测量长度需≥37
平台/V型铁/杠杆千分表0-0.2
/0.001
调整支撑块/标识隔离/当班全检
轴颈圆度
轴颈直线度
工艺孔位置度
φ0.15
调整定位盘/标识隔离/当班全检
定检不记录
主轴颈跳动
φ0.152
调整中心架/标识隔离/当班全检
R4±
相位角
120°
±
10′
平台/V型铁/数显高度尺0.001
调整机床分度盘/标识隔离/当班全检
 升级会员
升级会员 